- 11/02/2026
- Blog
How primary aluminium is made in Lochaber
Aluminium is used in almost every part of daily life, from vehicles and buildings to packaging and technology. It is an essential material in modern society, and yet the journey from raw mineral to finished aluminium is often less familiar to people outside our industry. Aluminium sits high on the periodic table and offers a combination of strength and lightness that has earned it the reputation of a wonder metal.

Our people and our home
Lochaber Smelter is powered by a workforce of just over 200 people who bring together decades of knowledge across operations, engineering and technical disciplines. Many of our team build long careers here, and we are proud to have second and third-generation colleagues whose understanding of the plant and the landscape has been shaped over many years.
With an annual capacity of 48,000 tonnes, we may be smaller on the global scale, but our role is significant because we are the only primary aluminium smelter in the United Kingdom. That responsibility is taken seriously by everyone who works here.
Visitors often remark that the site feels like several operations working in unison. The rodding shop, the potrooms, the casting plant, the hydro station, and JAHAMA Highland Estates, which support our water system, come together almost as five mini-factories combined into one. When Ed Conway from Sky News visited in early 2025, he commented that, depending on how you look at it, Lochaber could be seen as the biggest factory in the world because of the scale of the streams that feed our dams, which extend over 114,000 acres.
You can watch Ed’s clip here: https://news.sky.com/video/sky-news-uncovers-the-real-impact-of-us-tariffs-on-uk-industries-13332880
Energy that shapes our metal
Primary aluminium can only be produced with a steady and powerful electrical supply. Lochaber is powered by our own hydroelectric station, which was built for the smelter and still provides clean, renewable energy today.
This gives our metal a strong environmental performance. The aluminium produced at Lochaber carries a footprint of 4.26 tonnes of CO₂ per tonne of metal, which is around 70% lower than the global average. This advantage comes from a combination of hydroelectricity, operational expertise and responsible land and water management across our rural estates.
Lochaber Powerhouse

Lochaber Powerhouse
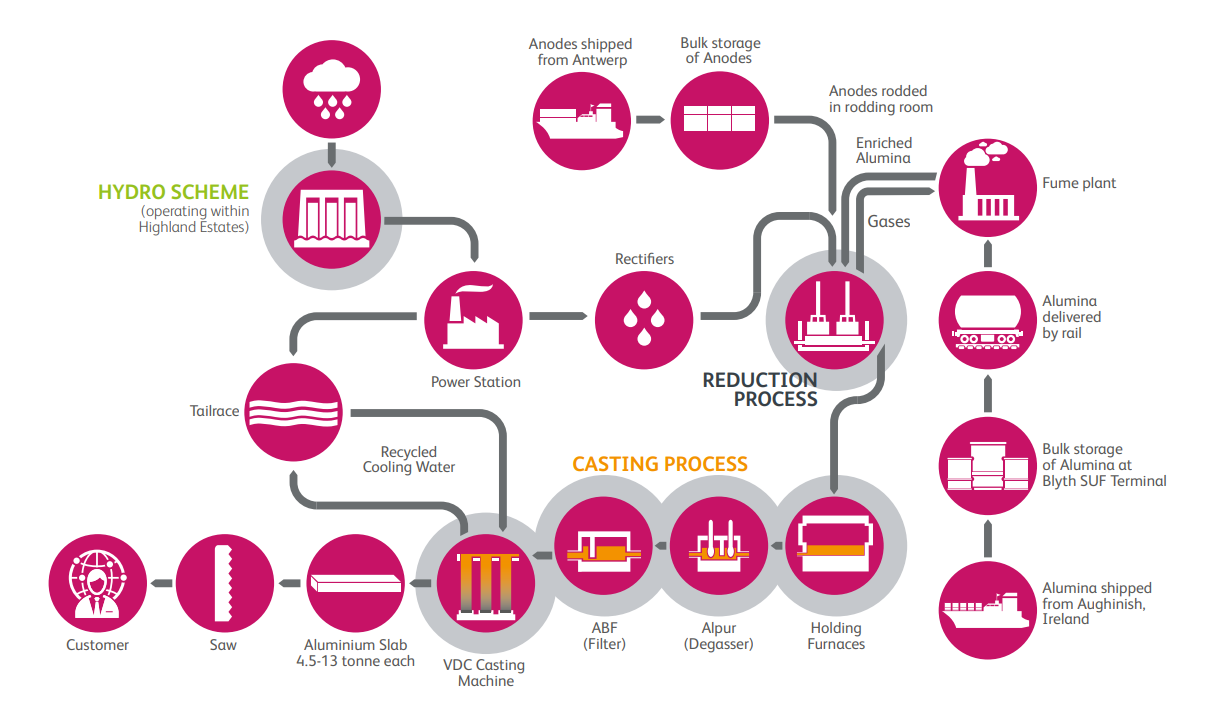
Where the journey begins
The process starts with bauxite from countries such as Guinea, Australia and Brazil. This ore is refined into alumina, a white powder that becomes the feedstock for our smelting process.
Our alumina is shipped from Aughinish in Ireland to the Port at Blyth before travelling north by rail. That supply route featured in our recent rail article, which you can read more about here. Once the alumina reaches Lochaber, it becomes the foundation of everything that follows.

Port of Blyth

Powder tank wagons carrying alumina

Alumina

Fume Treatment Plant
Rodding
Rodding is the first major stage: this department assembles and rebuilds the anode rods that will carry electrical current into the cells. Each assembly is fitted with cast-iron thimbles and sealed so that it forms a reliable electrical connection when placed into the carbon anodes.

Rodding

Rodding
Potrooms
The potrooms are the centre of the smelter: we operate one potline with 80 cells built around AP22 benchmark technology, and approximately 50 pots are currently in circuit. Each pot runs at 218,000 amps and approximately 4.2 volts.
In recent years, Lochaber Smelter has had to reshape its entire production approach around the power that can be generated on site, ensuring the smelter avoids drawing from the Grid during periods when external electricity prices make operations uneconomic. At times, this has meant reducing output when hydropower alone cannot meet demand. These reductions have a variety of consequences, yet they are often the only responsible choice when market prices rise beyond what the business can absorb. Recurring seasonal surges in industrial electricity costs show that this is a structural challenge rather than something that can be solved through on-site efficiencies.
You can read more on our energy challenges on our other blog covering this topic: https://alvancebritishaluminium.com/news/the-energy-challenge-facing-british-aluminium/
The process follows the long-established Hall-Héroult method. Small and regular additions of alumina dissolve in molten cryolite. When electrical current passes through the cell, the alumina separates into aluminium and oxygen, and the molten metal settles at the base. Operators monitor each pot with care, using their experience supported by control systems that help maintain stability and efficiency.

Potrooms: hot metal being poured into a large crucible, ready to go to the Casting Department
Turning molten metal into a finished slab
Tapping begins when the metal reaches the correct level. The molten aluminium, close to 960°C, is directed into large crucibles and taken to the casting plant.
Our casting facility has the capacity to handle 100 per cent of the smelter output, and our main product is slab. Alloying (mixing it with other elements) requires precise additions of selected elements followed by degassing and filtration to achieve a clean and consistent product that meets customer requirements.
After casting, the slab is cooled, inspected, marked, cut, and thoroughly inspected. Every piece of metal is checked against strict standards, and we maintain full traceability back through the process. This discipline allows us to supply customers across the United Kingdom, Europe and the United States of America with confidence.
You can read more about this within our 2024 sustainability report here and our trade with the USA here.

Casting

Vertical Direct Chill (VDC) Casting Machine

Casting
Why aluminium holds its value
Aluminium is circular by nature because it is fully recyclable and only needs about 5 per cent of the energy required to produce primary metal. Around 75 per cent of all aluminium ever produced remains in use today.
Its qualities of strength, lightness, corrosion resistance and excellent conductivity explain why the material appears in almost every major sector, including construction, packaging, transport and engineering. It plays an important role in low-carbon transport because reducing weight lowers fuel use and operating costs. When products reach the end of their life, aluminium can be recovered and recycled with very low energy demand, which reinforces its position as a genuinely green metal.

The craft
Producing one tonne of primary aluminium requires four tonnes of bauxite to create two tonnes of alumina, along with 480 kilograms of carbon and around 13 megawatt hours of electricity. Every stage relies on careful management of materials, energy and operational expertise, which highlights the importance of the skills across our site.

Ta-da!
Lochaber remains Britain’s last primary aluminium smelter, and the craft of aluminium production has been carried forward here for almost a century. The journey from bauxite to finished aluminium is shaped by teamwork, strong stewardship of energy and materials. Although technology evolves, the core principles that define this work remain the same.



Want to see the process in action?
Look at our short behind-the-scenes film for a closer view of life inside Lochaber.
Watch here
Latest News
View All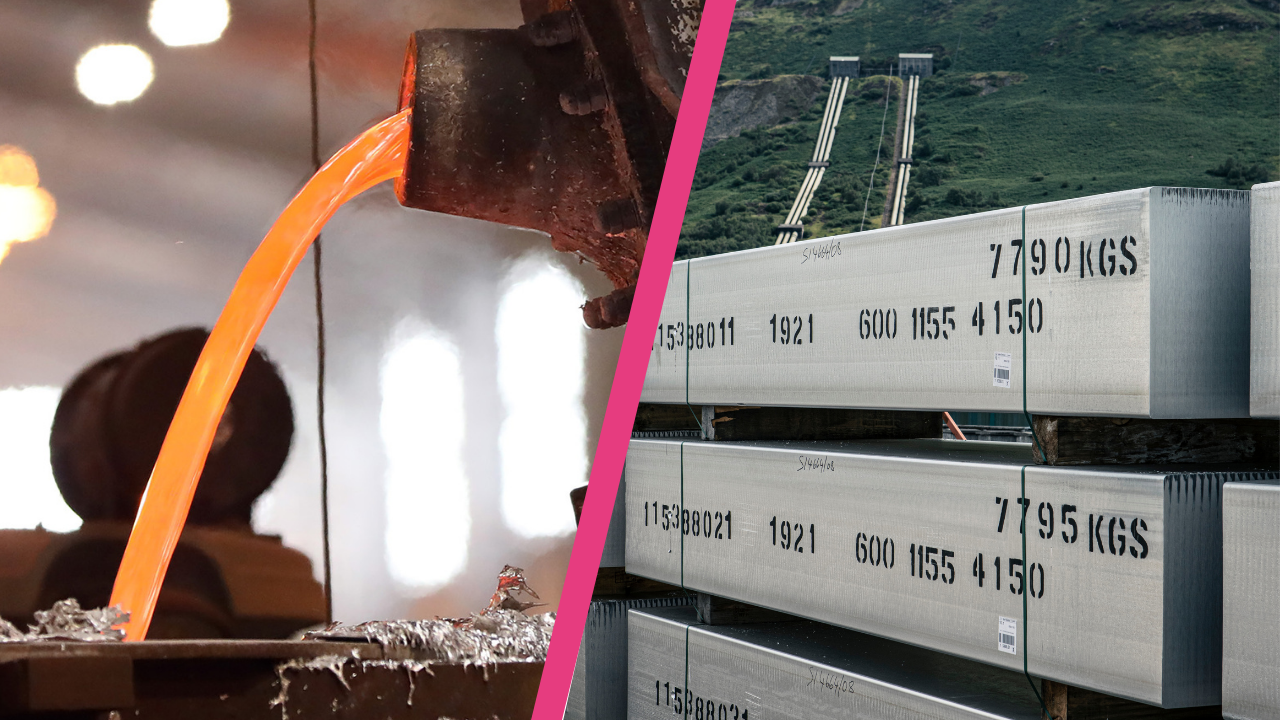 News
News
On Air with the BBC: Energy, Volatility and the Reality of UK Aluminium Production
Aluminium may sit quietly in the background of modern life, but its production sits right at the centre of some...
Read More News
News
School Engagement in Action Across Lochaber
At Alvance British Aluminium, we believe the future of industry in Lochaber is built through strong connections with local schools,...
Read More News
News
Lochaber Aluminium Expands Global Reach with U.S. Supply
Recent media coverage has highlighted how aluminium produced in the Scottish Highlands is now reaching customers in the United States....
Read More Press Release
Press Release
Your Future Career in Lochaber Returns in 2026, Opening Doors to Local Opportunities
A collaborative careers initiative aimed at showcasing opportunities across Lochaber has returned for 2026, taking place on Wednesday 4th...
Read More Press Release
Press Release
JAHAMA Highland Estates announces major Scottish Highlands native woodland recovery plan
Multi-enterprise rural business JAHAMA Highland Estates has today announced one of the UK’s largest woodland regeneration schemes, committing to quadruple...
Read More Blog
Blog
How primary aluminium is made in Lochaber
Aluminium is used in almost every part of daily life, from vehicles and buildings to packaging and technology. It is...
Read More Press Release
Press Release
Unsung hero of Glasgow climbing scene, Willie Gorman, honoured in top mountain award
The Fort William Mountain Festival has this week awarded its 19th annual Scottish Award for Excellence in Mountain Culture, sponsored...
Read More News
News
Restoring Landscapes to Support Sustainable Aluminium Production
Recently, we welcomed the British Dragonfly Society (BDS) to our Mamore Estate on Jahama Highland Estates as part of our wider...
Read More